 |
|
|
|
|
Loopschoepen |
|
|
naar 800 X 600
Start
De gelijkdruk en overdrukturbine
De deLavalturbine
De zoellyturbine
De curtisturbine
De parsonsturbine
De stal turbine of ljungstromturbine
Gecombineerde Turbinesystemen
De gasturbine
Loopschoepen
Stoomeigenschappen
Condensor
De Smering
Materiaal eigenschap
Onderdelen turbine
Stoom Tabellen
Foto's stork turbines
Platen
Technische tekeningen
links
Activiteiten
Ljungstrom turbine uit de Ingenieur
1915
Twee Werkspoor Stal Turbogeneratoren van 17000/22500 kW,
uit het blad de Ingenieur
|
Er zijn turbines van omstreeks 100 pk en er zijn er voor een 5000 maal groter
vermogen.
Er zijn turbines waaraan geen speciale eisen wat mechanische sterkte te
worden gesteld en er zijn er, waarvoor de hoogste eisen van technische
volwaardigheid gelden.
Alle turbines bezitten loopschoepen.
Een beschrijving te geven van de zeer uiteenlopende constructies, die voor
deze sterk verschillende grootten en door de onderscheidene fabrikanten in de
loop der ontwikkeling zijn gemaakt is ondoenlijk.
Het hierna volgende kan dan ook niet veel anders zijn dan een type aanduiding
van enkele voorkomende uitvoeringen.
Er zijn korte schoepen, die aan hoge temperaturen zijn blootgesteld en er
zijn lange schoepen, die sterk genoeg moeten zijn om de grote
middelpuntvliedende krachten te kunnen doorstaan.
Noch materiaal, noch uitvoering zijn voor beide extreme gevallen gelijk.
Voor de vervaardiging van loopschoepen worden gebruikt:
1e, gelegeerde staalsoorten
waarvan genoemd kunnen worden
|
Algemeen
|
|
A) nikkelstaal
B) chroomnikkelstaal
C) chroom vanadiumstaal
2e, non-ferro-metalen
A) messing
B) fosforbrons
C) monel metaal |
|
Materialen |
|
Daar de non-ferro metalen een geringere treksterkte bezitten dan de
staalsoorten en de soortelijke massa bovendien groter is, is het begrijpelijk,
dat deze non-ferro metalen gebruikt worden voor de schoepen waaraan slechts
middelmatige eisen worden gesteld.
Hun grote voordeel is dat zij niet roesten.
Deze materialen zijn in de goede conditie gebracht, die voor de constructie
van schoepen nodig is.
Daar waar de eisen hoger zijn, inclusief die welke voortspruiten uit de hoge
temperatuur, komen alleen gelegeerde staalsoorten in aanmerking.
De eisen die aan de materialen worden gesteld zijn:
1 hoge trekvastheid, 2 goede elasticiteit, 3 hoge kerfslag vastheid, 4 hoge
vermoeidheidsvastheid ook bij hoge temperaturen, 5 roestvrij, 6 goed lasbaar of
soldeerbaar, 7 niet luchthardend.
Het aantal speciale staalsoorten is tegenwoordig zo groot, dat geen
handelsaanduidingen kunnen worden genoemd.
De te gebruiken materialen moeten goed veredeld en volkomen homogeen zijn.
Schoepenbreuk, ook bekend onder de Duitse naam schaufelsalat, veroorzaakt een
grote inwendige schade, soms nog erger.
Er wordt daarom van alles gedaan, om dit te vermijden.
Moest men zich vroeger tevreden stellen met het doen van trek, buig- en
kerfslag proeven aan monsters om de homogeniteit van een materiaal -getrokken in
staven of platen -te onderzoeken. Waar mee slechts monsters van het materiaal op
betrouwbaarheid konden worden onderzocht.
Het non-destructief onderzoek met gebruikmaking van röntgenstralen,
ultrasoon trillingen, microscopisch en spectraal analytisch onderzoek maakt
het mogelijk het gebruik van gekneusd of niet homogeen materiaal te voorkomen.
Dit alles heeft er in belangrijke mate toe bijgedragen de betrouwbaarheid van
de turbine te verhogen.
De schoepen worden op twee manieren vervaardigd.
Eenvoudige schoepen, die in het schoepprofiel voldoende doorsnede bezitten,
om de middel puntvliegende kracht te weerstaan worden door afzagen van staven
getrokken in het profiel van de schoep vervaardigd.
Voor het verkrijgen van de doortochten is er een afstand stukjes of
tussenstukjes nodig die eveneens van in profiel getrokken staven worden gezaagd.
|
Eisen |
|
Materiaal beproeving |
|
Vervaardiging |
|
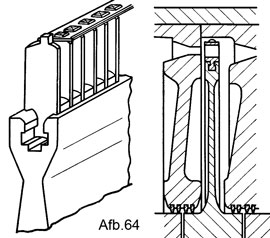
Zij worden met de schoep om en om in de groef van het loopwiel geschoven en
steken zover buiten de velg van het wiel, dat zij de binnendiameter van de
doortocht tussen de schoepen vormen (afb.64).
Schoepen waaraan hogere eisen gesteld moeten worden, freest men uit
rechthoekig stafmateriaal van voldoende doorsnede.
Dit geldt vooral voor de schoepen, die naar de voet toe verdikt moeten worden
uitgevoerd om voldoende sterkte te kunnen verkrijgen aan de voet en op de plaats
van bevestiging in het loopwiel. Ook hierbij zijn nog tussenstukjes nodig die
echter minder dik zijn als voor de uit profielstaven vervaardigde schoepen.
|
 |
 |
|
Daar aan de tussenstukjes geen hoge eisen van sterkte hoeft te worden
gesteld, kan men deze wel uit in profiel getrokken staven worden gemaakt.
Om een idee te krijgen van de krachten die op de schoep voeten werken.
Bedenke men, dat bij een toerental van 3000 omwentelingen per minuut en bij
een steekcirkel middellijn van 1 m. de middelpuntvliedende kracht ongeveer 5000
maal het schoepgewicht is.
Voor de langste schoepen is daarom een sterke verdikking aan het voet
gedeelte nodig.
Zelfs zoveel, dat het schoepblad met het tussenstukje één geheel uitmaakt om
voldoende aanlegoppervlak in de wielgroef te kunnen verwezenlijken om de
middelpuntvliedende kracht van de schoep te kunnen opvangen.
Zou men deze schoepen uit stafmateriaal frezen, dan zou er veel van het dure
materiaal verloren gaan, vandaar dat deze lange schoepen uit voorgesmede stukken
worden vervaardigd.
|
|
 |
|
|
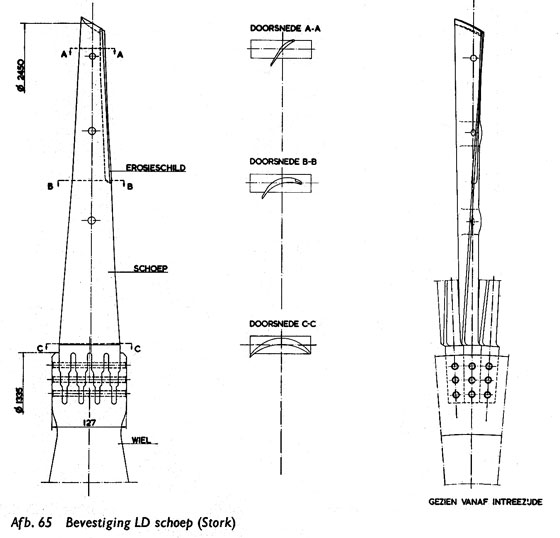
Om de door de schoepvoet op te nemen kracht te verminderen wordt het
schoepblad naar de buitenmiddellijn toe verdund uitgevoerd (afb.65).
Het frezen van schoepen van een gelijk profiel voor voet en top geschiedt met
in model geslepen frezen.
De lange schoepen met een verlopend profiel en met een getordeerde vorm
vereisen een tijdrovende en moeilijke bewerking, waarvoor veel speciaal
gereedschap nodig is.
Krassen en groeven welke door de bewerking mochten zijn ontstaan worden
weggeslepen.
Het schoepoppervlak wordt gepolijst.
Dit is niet alleen nodig voor de beperking van de wrijving van de stoom, maar
ook om zeker te zijn, dat alle krassen volledig verdwenen zijn, daar krassen
dikwijls het begin van een breuk kunnen vormen.
De bevestiging van de loopschoepen in de wielen of de rotoren krijgt alle
aandacht.
Deze bevestiging moet met zeer nauwe passingen worden uitgevoerd.
Alle aanlegvlakken moeten in de hoeken met afrondingsstralen worden
uitgevoerd daar elke scherpe inkeping of overgang tot breuk kan leiden.
De kortste schoepen vereisen slechts eenvoudige vormen, hoe langer de
schoepen zijn, hoe ingewikkelder de vormen worden om de grote krachten op te
vangen.
Een enkelvoudige hamerkop passend in een overeenkomstige groef in het wiel of
in de trommel is voor korte schoepen al voldoende.
Zulk een bevestiging geeft een uitbuigende kracht op de flanken van het wiel,
dat daarom met een verdikte velg wordt voorzien (afb.64). |
Bevestiging |
|
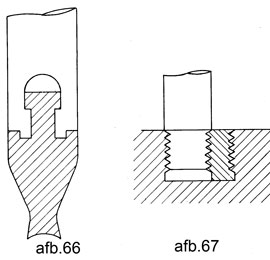
Langere schoepen hebben in de voet een T-vormige uitsparing, geschoven over
een T-vormige buitenrand van het wiel (afb.66).
Hier zijn het de ondereinden van de loopschoepen die aan een buigend moment
zijn onderworpen.
Om deze uitbuiging tegen te gaan is de wielvelg van twee uitstekende randen
voorzien.
Een eenvoudige bevestiging kan worden verkregen, door loopschoepen en
tussenstukjes te voorzien van vertandingen.
In de rotor is een groef gedraaid aan beide zijden voorzien van een
overeenstem mende karteling (afb.67).
De groef is breder dan het schoepprofiel, waardoor het mogelijk wordt de
bevestiging verkrijgen door het in stempelen van weekijzeren opvullingen. |
 |
|
|
Om meer aanlegvlak te verkrijgen zijn er constructies ontwikkeld die
uitbreidingen zijn van de voornoemde uitvoeringen.
Rib-vormige uitsteeksels van de schoepvoet passen in overeenkomstige in de
velg gedraaide groeven of omgekeerd passen vertanden indraaiende in de
binnenzijde van de schoepvoeten om ribben, die op de verdunde bultenvelgen van
de wielen zijn aangebracht.
Wil men van deze sparrenboomachtige aanlegging een goed gebruik maken, dan
springt de nauwe tolerantie, waarmede de wederzijdse draagvlakken moeten worden
vervaardigd, hierbij wel duidelijk in het oog (afb.68).
Om al deze moeilijkheden te vermijden worden de schoepvoeten ook wel voorzien
van dunne flanken ter breedte van de steek gemeten op de omtrek van de schijf.
Deze flanken worden in een
gleuf in de loopschijf met nauw passende klinknagels bevestigd.
Het voordeel van deze
constructie is dat er geen inbrengopening in de gleuf of rand hoeft te worden
gemaakt, zoals bij enkele van de hiervoor besproken uitvoeringen wel het geval
is. |
 |
|
|
Deze inbrengopening moet nadat inbrengen van de laatste schoep heeft plaats
gehad met een speciaal vervaardigd vulstuk -sluitstuk genaamd -opgevuld worden.
Hoe kort men dit sluitstuk ook maakt, toch is het onvermijdelijk, dat
hierdoor de regelmaat van de schoep indeling wordt verbroken.
De hierdoor ontstane onbalans moet door minder gewicht aan de andere zijde
worden opgeheven.
De bevestiging op het wiel of de rotor vangt de middelpuntvliedende kracht
op.
De schoepen staan echter ook nog aan andere krachten bloot, die zich meer in
de breedte op het schoep profiellaten gelden.
Eerst zijn dit de buigende krachten afkomstig van de stoom, waarvan de
snelheid tussen de schoepen van richting wordt omgekeerd en waarvan de drijvende
kracht wordt verkregen.
Een kracht, die evenredig is aan het product van de per seconden
doorstromende massa van de stoom en de tangen-tiale snelheidsomzetting.
Hiermede kan men wegens de bekendheid gemakkelijk rekening houden, doch
moeilijker wordt het als men bedenkt, dat de stoomstraal in feite verdeeld is in
evenveel schijfjes als er leischoepen zijn.
Elke keer krijgt de loopschoep een stoot. Hierdoor kan de schoep in trilling
geraken.
Indien dit het geval is, treedt er wegens de materiaalvermoeidheid, die zich
dan kan laten gelden, schoepenbreuk op.
De loopschoepen moeten dus trillingsvast zijn en zij moeten dit zijn zowel
elk voor zich als in groepen.
Deze groepen ontstaan door de dekbandjes, waarmede de topeinden van de
loopschoepen onderling worden verbonden.
Deze dekbandjes hebben tweeërlei doel.
Eerstens voorkomen zij de uitwijking van de stoom naar buiten en verminderen
daarmede het lekverlies in de trap.
Ten tweede geven zij het schoepblad door de wederzijdse verbinding een
versteviging tegen trillen.
Maar toch zoals gezegd ook groep of pakkettrilling kan optreden en dit is
even gevaarlijk.
Om dit te voorkomen, worden de dekbandjes overlappend uitgevoerd door een
kort tussenbandje, dat de laatste schoep van een groep verbindt aan de eerste
van een volgende groep; eerste en laatste dan gezien in de draairichting.
Hieraan kleeft weer het bezwaar, dat de klinkkoppen waarmede de banden aan de
schoepen zijn bevestigt plaatselijk een tweemaal zo grote middelpuntvliedende
kracht moeten weerstaan.
|
Buiging en trillingen |
|
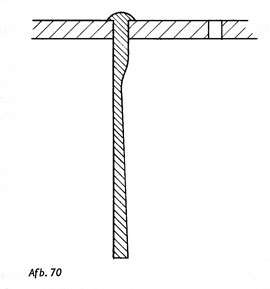
Om de klinkkoppen te kunnen maken worden speciaal voor lange schoepen de
boveneinden van de schoepen verdikt uitgevoerd (afb.70).
Hoe langer de schoepen zijn, hoe wijder de schoepen aan de buitenzijde van
elkaar staan.
Daar de dekbanden vastgehouden worden door de klinkkoppen, wordt de
trekkracht op deze koppen weer des te groter maar ook worden de buigende
krachten op het bandje zelf weer groter.
Wat moet men doen, om het bandje sterk genoeg te maken om weerstand te kunnen
bieden aan de buigende krachten?
|
 |
|
|
|
|
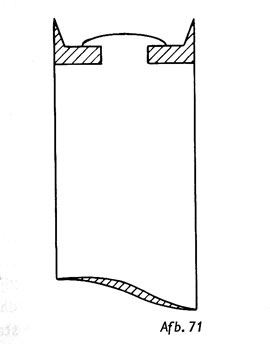
Ten eerste moet men streven naar een zo licht mogelijk gewicht bij een zo
groot mogelijke stijf te of traagheidsmoment.
Zo ontstaan de dekbanden met ribben.
Van de noodzakelijkheid om deze ribben toe te passen maakt men weer gebruik
om het lekverliezen langs de buitenomtrek te verkleinen en wel door de ribben
hoog en scherp toegespitst uit te voeren, zodat deze zonder gevaar met een zeer
kleine speling langs de binnenomtrek van het huis kunnen lopen.
Mochten zij eens raken bij een trilling van de rotor, dan is het gevaar voor
het ontstaan van een gevaarlijke verhitting beperkt, waardoor ernstige schade
kan worden vermeden (afb.71).
|
 |
|
|
Men zal uit een en ander wel hebben begrepen, dat zulk een dekband een
constructief onderdeel is. Waaraan grote aandacht moet worden besteed.
Een zorgvuldige uitvoering is een waarborg tegen het euvel van het afvliegen
van dekbanden.
Goede uitvoering en goede bevestiging moeten hand in hand gaan.
Als klinken niet voldoende is, wordt ook nog vast solderen of vastlassen
toegepast.
Niet elk schoepmateriaal laat deze werkwijze toe omdat het luchthardend is en
dan plaatselijk namelijk op het soldeer of lasplaats zijn taaiheid verliest.
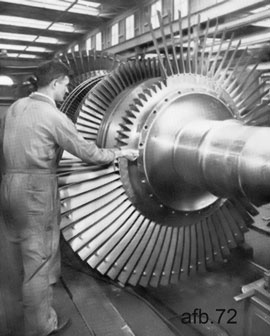
Wordt de gaping tussen de schoepen te groot om dekbanden te kunnen toepassen,
dan moeten de schoepen geheel vrijstaande trillingsvast zijn.
Als dit niet bereikbaar is dan worden de schoepen met binddraden aan elkaar
verbonden, al naar gelang de lengte met een of twee
|
|
|
Binddraden |
|
Binddraden op verschillende diameters (afb.72).
Een binddraad versteviging op een kleinere middellijn wordt ook wel
gecombineerd uitgevoerd met dekband.
De binddraden worden door solderen aan de schoepen bevestigd.
Ook hierbij zijn de schoepen tot groepen verenigd.
Om groepstrilling te voorkomen ziet men ook hierbij wel dat de binddraden
door solderen tot een doorlopende binddraad worden gevormd.
De binddraad gaat veelal door het dikste gedeelte van het schoepprofiel, maar
het komt ook voor dat men een eenvoudiger oplossing kiest door de draad aan de
buitenkant aan te brengen hetzij aan de intreekant of aan de uittree kant.
Lange schoepen zonder dekband worden om de schade bij aanlopen te beperken
met scherp toegespitste einden uitgevoerd.
Op een bijzondere uitvoering van de langste loopschoepen moet nog gewezen
worden, en dan wel de laatste rijen van grote condensatieturbines.
|
 |
|
|
Erosie door water druppels |
|
Zonder het nemen van speciale voorzorgen zouden deze sterk worden aangetast
geërodeerd door de met stoom meegevoerde waterdruppels, ook al is hier door een
getordeerde uitvoering rekening mede gehouden.
Om deze beschadiging door de uitslijting zoveel mogelijk tegen te gaan worden
deze schoepen aan de intreezijde en wel aan het buitenste deel extra versterkt
met op gelaste slijtvaste strippen of met slijtvast materiaal opgelast (afb.65).
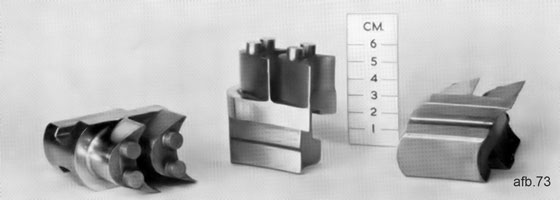
Ook voor de kortste schoepen moeten dikwijls bijzondere maatregelen worden
genomen om deze trillingvast te maken (afb.73).
Door de gedeeltelijke bestrijking, die vrijwel in elke turbine wordt
toegepast op het eerste wiel, zijn de loopschoepen van dit wiel aan heftige
stoten blootgesteld.
Zij zijn niet actief als zij het blinde gedeelte passeren.
Bij de deelbelastingen zijn de snelheden waarmede de stoom uit de lei kanalen
treedt extra hoog, zodat de stoten dan nog heftiger zijn.
Om deze schoepen sterk genoeg te maken, worden zij uit het volle
stafmateriaal gefreesd.
Aan de voet hebben zij de passende verdikking, die de steek teweeg brengt en
aan de top soms ook wel een aan gefreesd dekblad, alles voorzien van goede
afrondingen.
Als de stijfheid, die aldus verkregen wordt. Nog niet groot genoeg is worden
deze schoepen, zowel door lassen met het wiel tot een geheel verenigd, maar
worden ook de dekband gedeelten aan elkaar gelast.
|
Schoepen voor regelwiel |
 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|