Definities en Typen
Onder een ontlaste schuif verstaat men een schuif, waarbij de druk van de verse stoom op de rug van de schuif geheel of gedeeltelijk is weg genomen. Zuigerschuiven zijn steeds geheel ontlaste schuiven. Vlakke schuiven zijn niet, maar kunnen tot geheel of gedeeltelijk ontlaste schuiven worden gemaakt.
Onder een buitenladende schuif verstaat men een schuif, waarbij de verse stoom in de schuifkast om het schuiflichaam staat. Bij een binnenlatende schuif wordt de stoom aangevoerd in de holte van de schuif en staat de afgewerkte stoom rondom de schuif.
Een schuif met een meervoudige poortopening laat de verse stoom in de cilinder toe door twee of meer kanalen tegelijkertijd. (kanaalschuiven).
Stoomschuiven werden steeds gemaakt van hard, fijnkorrelig gegoten ijzer.
Uitdagingen bij Hoge Druk en Oververhitting
Hogen druk en over verhitte stoom stellen hogen ijzen aan bepaalde delen van de stoommachine.
Bijvoorbeeld een bakschuif heeft grote wrijvende oppervlakte. Dat is niet alles wand de stoomdruk drukt er ook nog eens tegen aan waardoor er nog meer kans bestaat dat de delen op elkaar gaan invreten. Daarom wordt er nooit over verhitten stoom gebruikt bij bak schuiven. Als men ronden schuiven gebruikt is die kans kleiner. Op ronde schuiven worden ook veren gebruikt (denk maar aan zuiger veren van een verbranding motor) nog beter zijn kleppen, die veelvuldig worden toegepast.
g beter zijn kleppen, die veelvuldig worden toegepast.
De Bakschuif (Vlakke Schuif)
Bakschuif in haar eenvoudigste gedaante, heeft de stoomschuif de vorm van een rechthoekige bak. Met haar loopvlakken glijd de schuif op en neer (of heen en weer voor een liggende stoommachine) over de spiegel, waaruit de stoompoorten als rechthoekige openingen te voorschijn treden, plaat hier links.
Een gewone bakschuif is buitenladend en niet ontlastend. De verse stoom buiten om de stoomschuif houdt haar op de spiegel gedrukt. Soms heeft men op de rug van de stoomschuif een of twee platte stalen veren bevestigd met het doel, de stoomschuif op haar spiegel gedrukt te houden, wanneer er geen stoom in de stoomschuif staat. De afgewerkte stoom kan door de holte in de stoomschuif naar het afgewerkte stoomkanaal in de spiegel ontwijken. Deze stoomschuif heeft een enkelvoudige portopenning voor toevoer en afvoer is enkelvoudig.
Stoomverdeling met de Bakschuif
Om vast te stellen welke stand de excentriek tegen over de kruk moet hebben voor een stoomverdeling zoals die bij de cilinder met bakschuif zullen we die stoomverdeling nu meer nauwkeurig bespreken.
Het eenvoudigste geval van stoomverdeling, namelijk, met volle toelaat, wordt bewerkt door een schuif volgens fig.27A. De schuif staat hier in middenstand, waar, bij haar juist de poorten afsluit. Om nu de poorten te openen, moeten schuif en excentriek naar beide zijden evenveel kunnen uitwijken, zodat excentriciteit =poortbreedte, terwijl bij middenstand schuif ook het excentriek in middenstand moet staan.
Gaat de schuit nu naar rechts, dan opent zij de linkerpoort en ontvangt de linker kant van de zuiger toevoer, die zó lang duurt, totdat het excentriek zijn tegenovergestelde middenstand bereikt, dus met aderen worden een 1/2 omwenteling gedraaid is. Ook de kruk heeft dan een 1/2 omwenteling volbracht, en moet bij het einde van de volle toelaat tegelijk met de zuiger aan het einde van zijn slag zijn, waaruit volgt dat bij een, schuif die volle toelaat geeft, het excentriek loodrecht op de kruk staat.
Tevens is gemakkelijk in te zien dat de schuif ook volle uitlaat geeft, want als de ene poort opent voor toevoer, opent gelijktijdig de andere voor afvoer, die dus ook even lang duurt. Om zuiger en kruk naar rechts te doen gaan, moeten voor opening van de linkerpoort ook schuif en excentriek naar rechts gaan, waaruit volgt, dat het excentriek de kruk 90 graden voorloopt.
De schuif van fig.27 A noemt men buitenladend, omdat de stoom vanaf de buitenkant toetreedt. Verwisselt men de aanvoer en, afvoer, dat wil zeggen, laat men de stoom door de bak van de schuif toetreden, dan noemt men de schuif binnenladend ten moeten schuif en excentriek voor opening van dezelfde poort in tegengestelde richting bewegen. Excentriek en kruk draaien dus in tegengestelde richting, of met andere worden, bij binnen ladende schuif is de draairichting omgekeerd en loopt het excentriek de kruk 90 graden na. Dit middel wordt toegepast bij kleine hulpwerktuigen die met volle toelaat werken, zoals omzetten tornmachines enz. waarbij zuinigheid geen hoofdzaak is.
Grotere machines moeten echter met het oog op zuinig stoomverbruik met expansie werken, waartoe de toevoer vóór het einde van de slag moet worden afgesloten. Wil men de vulling bijvoorbeeld afsluiten bij drukstand K. in fig.27B, waarbij schuif en excentriek nog een afstand e vóór hun middenstand staan, dan moeten we de schuif blijkbaar aan beide kanten vergroten met een stuk e, toevoerlap of buitenlap genoemd omdat het de toevoer regelt en zich aan de buitenkant bevindt (in fig.27 B gearceerd).
Bij rechter dode stand kruk moet de schuif aan de rechterzijde toevoer geven, maar staat dan nog in middenstand, dat wil zeggen, reikt nog een stuk e over de stoompoort heen en opent dus te laat. Het excentriek moet nu zover voor uitgedraaid worden, dat bij dode stand der kruk de schuif en excentriek een afstand e uit hun middenstand verschoven zijn, zie fig.27 C.
Tevens moet nu ook excentriciteit vergroot worden, want om de poort geheel te kunnen openen, moet nu excentriciteit =toevoerlap + poortopening = e + a; zie fig.27 D.
Eerder hebben we echter al gezien, dat bij dode stand de kruk de schuif al vóór opening moet geven. Schuif en excentriek moeten dus nog zó veel verder uit hun middenstand verschoven zijn, als met de vóór opening overeenkomt, zie fig.27 D. Het getal nu, dat de hoek tussen kruk’ en excentriek groter is geworden dan 90 graden, noemt men de voorloophoek; deze is dus afhankelijk van toevoerlap en vooropening.
Uit fig.27A blijkt dat de schuif zonder binnenlappen gedurende 1/2 omwenteling afvoer geeft. Door het aanbrengen van toevoerlappen en het daaruit volgende vooruitdraaien van het excentriek is nu echter ook de afvoer vervroegd, en opent al kort na het begin van de expansie, dat daardoor te kort duurt. Ook zal door de’ lange duur de uitlaat (1/2omw.) de compressie te klein worden.
Willen we de voor uitlaat laten beginnen bij krukstand K in fig.27 E, waarbij schuif en excentriek al een afstand i door hun middenstand heen zijn, dan moeten we de schuif blijkbaar voorzien van een afvoerlap i. De uitlaat sluit dan bij de gestippelde krukstand in fig.27 E; we hebben dus bereikt dat de afvoer later begint en vroeger eindigt.
In fig.27 F staat de schuif op het punt de toevoer te openen; zo gezegd, “snijdend”. In fig.27 D zagen we dat de schuif bij de dode stand al vóór opening geeft; bij het begin van de vooropening zal de kruk dus nog vóór zijn dode stand staan, zie fig.27 F. Vanaf deze stand tot de dode stand duurt dus de vóór toelaat; daarna begint de eigenlijke toelaat of vulling, die afgesloten wordt bij de gestippelde krukstand in fig.27 F. Door nu begin en einde van de uitlaat uit fig.27 E over te halen naar fig.27 F hebben we daarin de gehele stoomverdeling compleet.
Constructiedetails Bakschuif

De hier boven getoonde doorsnede is er een met een veer die ervoor zorgt, dan de schuif op de spiegel blijft gedrukt. Ook heef deze schuif een geleiding aan de onderkant en daardoor steun.
Deze steunvlak kan noodzakelijk wezen ter ondersteuning van zijn gewicht.
Andere Schuiftypen
En onder een ander uitklap menu kan je de bosschuif vinden, ook wel ronde schuif, of zuiger schuif genoemd.
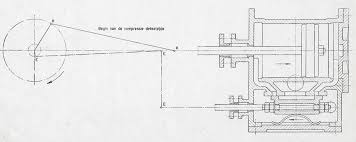
Balanceercilinder
Bij een grote machine is het gewicht van de stoomschuiven met bijbehorende stangen vrij belangrijk. Dit volle gewicht drukt voortdurend op de excentrieken en andere draaipunten van de stoom schuifbeweging en kan hierin veel slijtage veroorzaken. We kunnen dit gewicht gemakkelijk opheffen door middel van een kleine balanceercilinder, zie afbeelding hiernaast en geplaatst boven op de stoom schuifkast.
de werking: de druk van verse stoot drukt tegen deze zuiger aan en wordt enigszins opgetild.
bij bosschuiven dus ronde schuiven, maakt men de ene kant de schuif iets groter dan de ander kant.
bij staande machines de bovenste schuif.